功能介绍
功能介绍
# 功能介绍
以下将主要介绍界面中各模块、字段代表的含义与功能。对于报表图表,还将介绍各图表表示的含义,以及计算的方法等信息。
# 1. 设备灯号即时看板
设备灯号即时看板中展示所有的设备当前的灯号状态以及当前状态已持续的时间。每个设备下方有五个图标,说明如下:
- OEE时序图:查看设备的时序图。时序图将设备各时间下的状态以柱状图的方式累加起来显示。可以直观看到设备在各个时间段内的运行状态情况。
- 实动率:查看设备的实动率情况。实动率表示设备处于正常运行状态的时间在设备总运行时间内的占比,可直观反映设备在开机时间段的运行效率。
- 设备能耗:查看选择设备的实时能耗情况。
- 稼动趋势:查看设备的稼动率变化随日期变化的趋势,可以反映设备的运行效率随时间变化的情况。
- 视频监控:如果设备连接了视频监控的直播地址,可在此处观看设备的实时监控情况。

# 2. 灯号基础资料
关于设备等数控中心的基础资料的设置请阅读数控资料。
# 2.1. 灯号工序资料
点击菜单栏中的 灯号管理 - 灯号基础资料 - 灯号工序资料 打开灯号工序资料模块。灯号工序资料用于设定设备生产涉及的工序信息,可用于设备生产进度的跟踪。

界面中的按钮说明如下:
[添加]:添加灯号工序资料的信息。[删除]:删除选择的灯号工序资料信息。[修改]:修改选择的灯号工序资料信息。
界面中的字段说明如下:
- 唯一编号:工序资料的记录唯一ID。
- 工序编号:工序资料的编号。
- 工序名称:工序资料的名称。
- 工序负责人:工序负责人的名称。
- 是否可用:选择的工序是否处于可用状态。
- 备注:工序资料的备注信息。
# 2.2. 灯号故障资料
点击菜单栏中的 灯号管理 - 灯号基础资料 - 灯号故障资料 打开灯号故障资料模块。灯号故障资料用于设定设备的故障基础资料信息,可用于追溯管理设备的故障类型。

界面中的按钮说明如下:
[添加]:添加灯号故障资料的信息。[删除]:删除选择的灯号故障资料信息。[修改]:修改选择的灯号故障资料信息。
界面中的字段说明如下:
- 唯一编号:故障资料的记录唯一ID。
- 故障编号:故障资料的编号信息。
- 故障名称:故障资料的名称信息。
- 故障说明:故障信息的主要说明。
- 故障负责人:故障信息的负责人名称。
- 是否可用:故障资料信息是否可以使用。
- 备注:故障资料信息的备注。
# 2.3. 灯号判断标准
点击菜单栏中的 灯号管理 - 灯号基础资料 - 灯号判断标准 打开灯号判断标准模块。灯号判断标准用于设置设备的灯号状态的判断标准与依据。

界面中的按钮说明如下:
[查询]:执行按灯号标准编号或者灯号标准名称的标准资料查询。[清除]:清除查询框中的信息,重新查询灯号标准资料。[新建]:新建灯号标准资料信息。[删除]:删除灯号标准资料的信息。[编辑]:选择灯号标准资料信息进行编辑。[刷新]:刷新灯号标准资料查询界面。[显示全部]:显示全部灯号标准资料信息。[退出]:退出灯号标准资料模块。
界面中的表格字段说明如下:
- 标准代码:灯号判断标准的编号。
- 标准名称:灯号判断标准的名称。
- 标准类型:灯号判断标准的文本描述。
点击 [新建] 或者 [编辑] 按钮,打开 编辑灯号判断标准 对话框,在这个对话框中可编辑各灯号判断标准的信息。
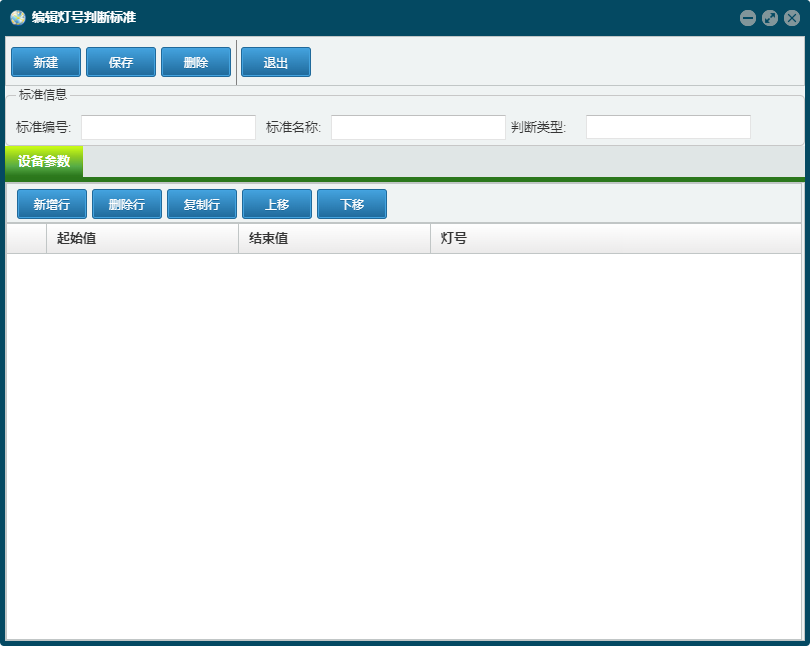
对话框中的按钮说明如下:
[新建]:新建灯号判断标准资料信息。[保存]:保存灯号判断标准资料信息。[删除]:删除当前灯号判断标准资料信息。[退出]:退出编辑灯号判断标准资料的信息。[新增行]:新增数据信息。[删除行]:删除数据信息。[复制行]:复制选择的数据信息。[上移]:将选择的行上移。[下移]:将选择的行下移。
对话框中使用的字段说明如下:
- 标准编号:灯号判断使用的标准的编号。由用户自行设置。
- 标准名称:灯号判断使用的标准的名称。由用户自行设置。
- 判断类型:灯号判断适用的设备的类型。由用户自行设置。
- 起始值:灯号判定测量的最小值区间。
- 结束值:灯号判定测量的最大值区间。
- 灯号:灯号判定的类型。
# 3. 灯号数据采集
# 3.1. 传感器采集数据
传感器采集数据记录用于判断灯号类型的原始数据信息,比如设备的电流等。根据采集到的数据,与灯号判断标准信息结合,就可以得知当前设备的灯号状态。

# 3.2. 灯号数据
灯号数据中展示各设备的灯号信息,灯号的起止时间、持续时间等信息。直观展示各灯号的持续时长等信息,是后续时序图,设备实动率,开机率,设备稼动率分析的基础数据来源。
# 3.3. 灯号报警记录
设备灯号的报警记录信息。记录各设备检测的电流信息的超限信息。如果设备出现超限记录,则触发报警,使用手机、邮箱等形式来通知报警人员。同时在灯号报警记录中记录报警的信息。

# 4. 灯号图表分析
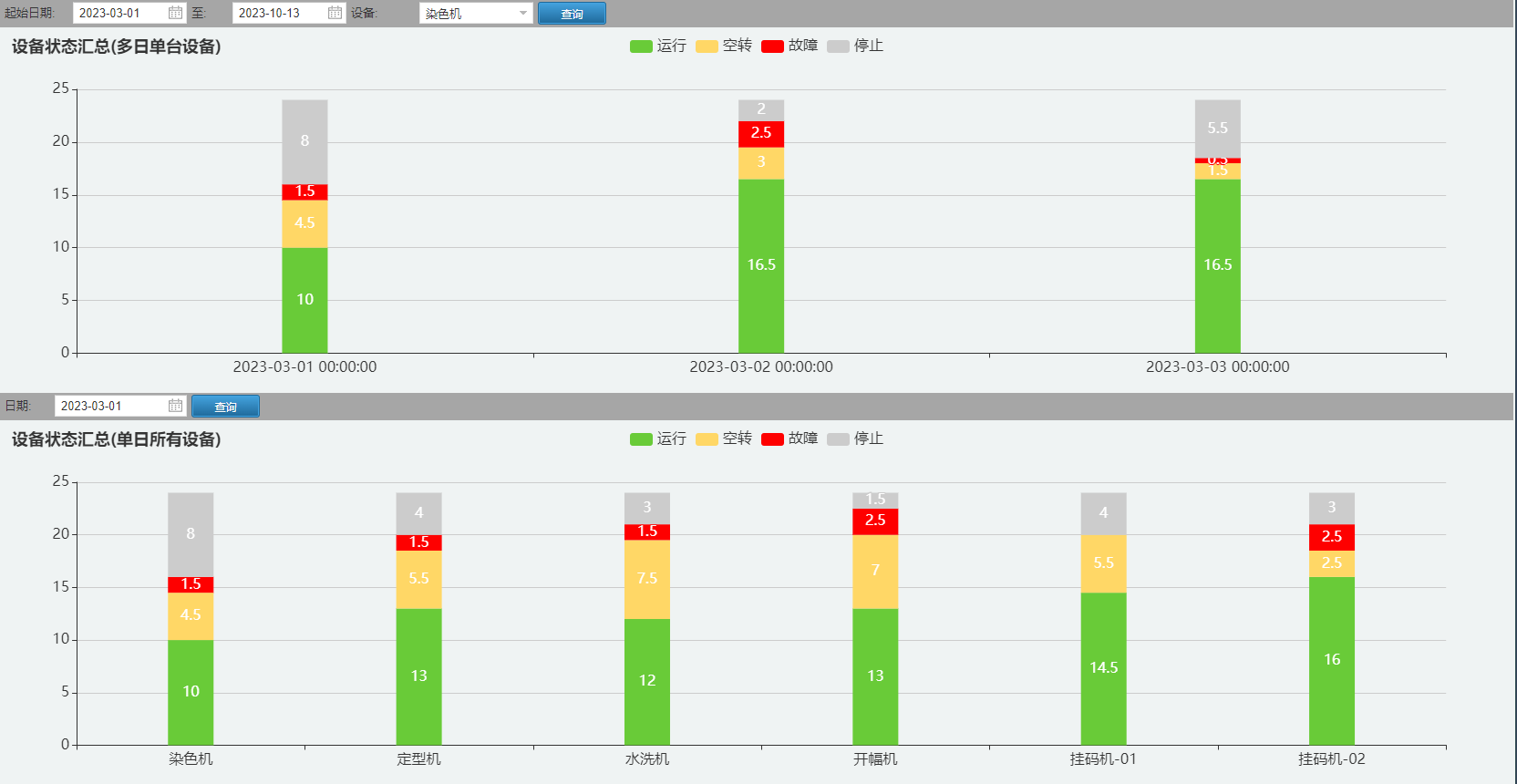
# 4.1. 设备状态汇总
设备状态汇总中展示了设备处于所有时间段的时长。汇总形式有两种,一种是基于多日单台设备的状态汇总,这种汇总方式可以观察指定设备在多日中的状态变化情况;另一种是单日所有设备的状态汇总,这种汇总方式可以观察各设备之间的运行状态,分析生产的瓶颈问题。
设备状态汇总的内容是时长信息,以小时为单位,数据来源为设备灯号数据信息,以柱状堆叠图的方式展示。
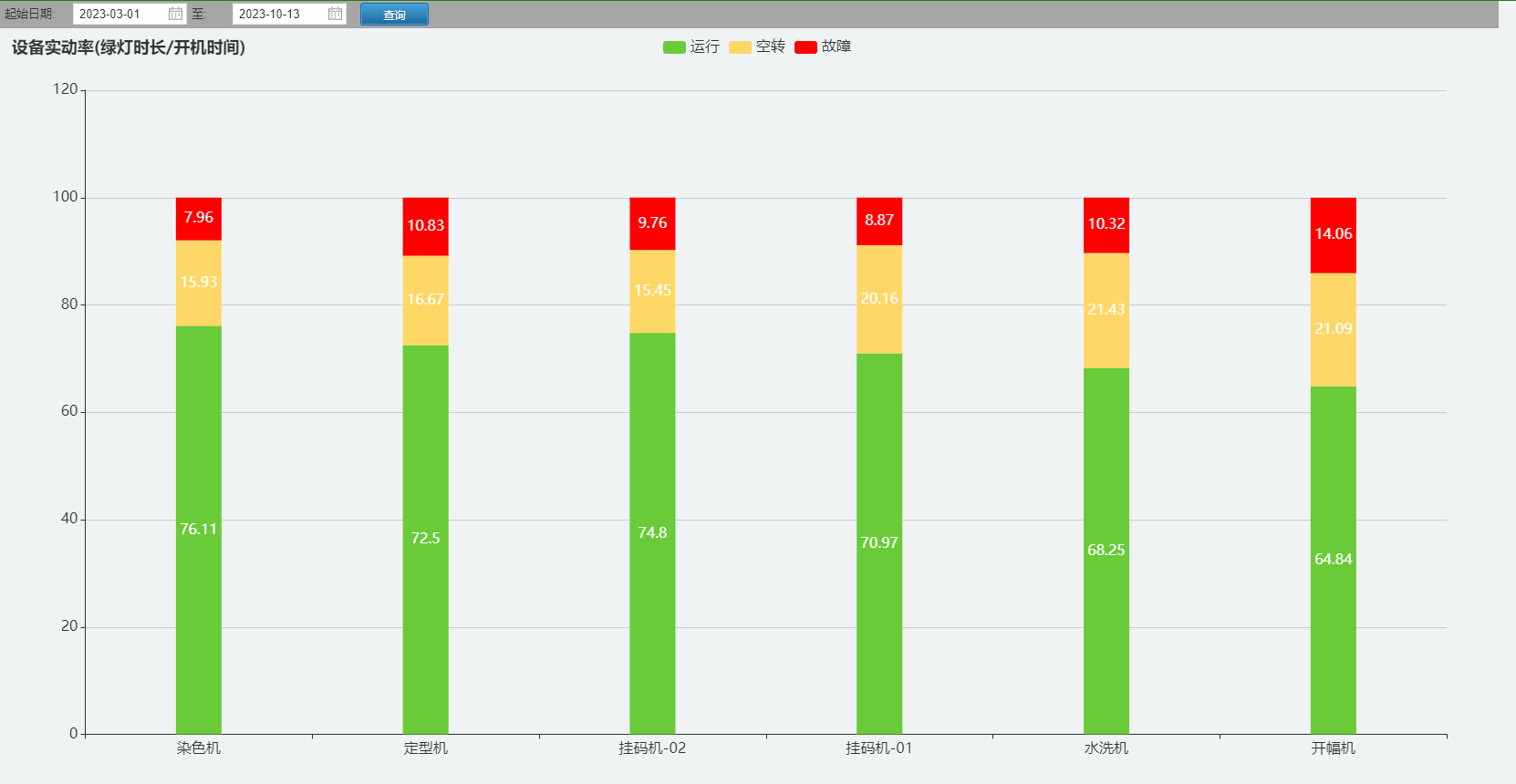
# 4.2. 设备实动率
设备实动率图表用于展示各设备在选择时间范围内的实动率状况。
设备的实动率是指设备、机器或系统在一定时间内真正运行或执行任务的时间占总时间的比例。这个概念通常用于工业、生产和制造领域,用来衡量设备的利用率和效率。实动率可以帮助企业评估设备的性能,优化生产流程,减少停机时间,提高生产效率。
实动率通常以百分比表示,计算方式如下:
其中:
- 设备实际运行时间是指设备正在执行其预定任务的时间。
- 总开机时间是指某一特定时间段内,设备应该可用的总时间,通常是工作时间的总和。
通过监测和改善设备的实动率,企业可以降低生产成本、提高生产能力,减少不必要的停机时间,提高设备的可用性和维护效率。这有助于提高整体生产效率,从而增加竞争力。
如果在设备实动率图中看到绿色的部分少,黄色,红色的部分多,则说明设备总体的运行效率较低,需要进行生产计划的调整,排班调整以提高设备的总体利用率。
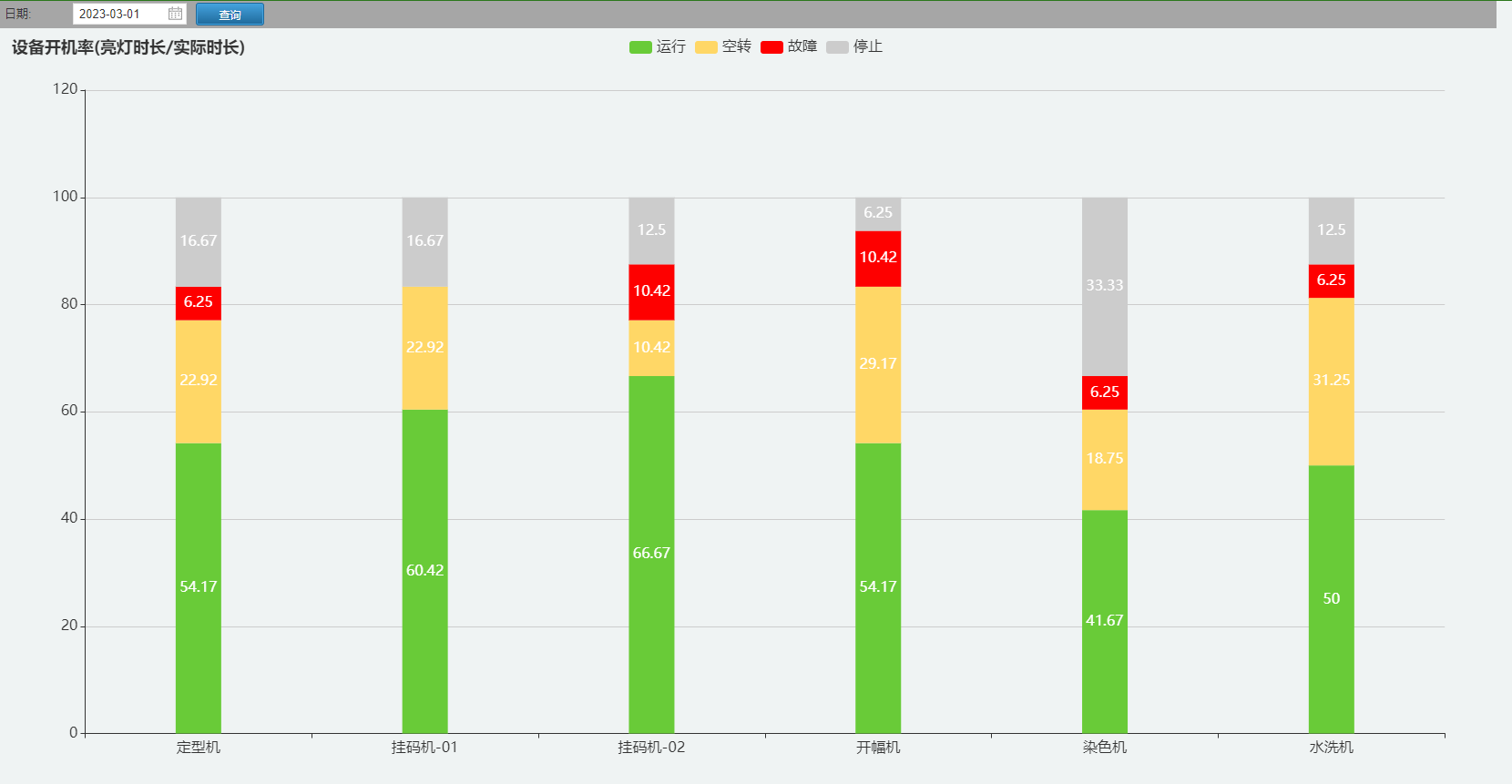
# 4.3. 设备开机率
设备开机率图表用于展示设备在选择的日期内的开机率的情况。
设备的开机率是指在一定时间内设备处于开机状态的时间与总时间的比例。这一概念通常应用于工业、生产和制造领域,用于度量设备的可用性和运行时间。开机率是一个关键的性能指标,它反映了设备可供使用的时间比例。
开机率通常以百分比表示,计算方式如下:
其中:
- 设备开机时间是指设备处于开机状态并准备执行任务的时间。
- 总时间是某一特定时间段内的总时间,通常是时间的总和。
通过监测和优化设备的开机率,企业可以降低生产成本,提高生产效率,减少不必要的停机时间,从而提高设备的可用性和维护效率。高开机率通常意味着设备更多时间处于运行状态,有助于提高生产能力和减少生产中断。
如果在设备开机率图表中看到绿色的部分少,黄色,红色,灰色的部分多,则说明设备总体的运行效率较低,需要进行生产计划的调整,排班调整以提高设备的总体利用率。
# 4.4. OEE多机时序
OEE多机时序展示了多个设备在不同时间中的灯号变化情况(展示的灯号类型包括运行、空转、故障、停止等),并在图表中进行展示。
OEE(Overall Equipment Effectiveness)时序图是一种用于衡量设备或生产线效率的工具。OEE 是一个广泛应用于制造业的关键性能指标,它提供了一个综合性的方法来评估生产设备的整体效率。OEE时序图通常以图形的形式表示,通过跟踪一段时间内生产设备的性能,可以帮助企业更全面地了解其生产过程的质量、效率和可用性。这些图表通常显示以下三个主要方面的数据:
- 设备的可用性(Availability):可用性表示设备在计划生产时间内的实际运行时间与总计划时间的比例。它考虑了设备的停机时间、故障时间和计划维护时间。
- 生产质量(Performance):生产质量表示实际产量与理论最大产量的比例,考虑了设备运行速度是否达到了最大潜力。如果设备运行速度低于最大速度,生产质量将受到影响。
- 质量损失(Quality):质量损失考虑了生产中的次品或废品数量与总产量的比例。它衡量了生产过程中的质量问题。
通过绘制OEE时序图,可以可视化地跟踪这些关键性能指标的变化,以便生产团队能够更好地了解生产设备的效率和性能,识别问题,并采取措施来改进生产过程。这有助于提高生产设备的整体效率,减少停机时间和质量问题,从而提高生产能力,降低生产的成本。
如果在OEE时序图中看到绿色的部分少,黄色,红色,灰色的部分多,则说明设备总体的运行效率较低,需要进行生产计划的调整,排班调整以提高设备的总体利用率。

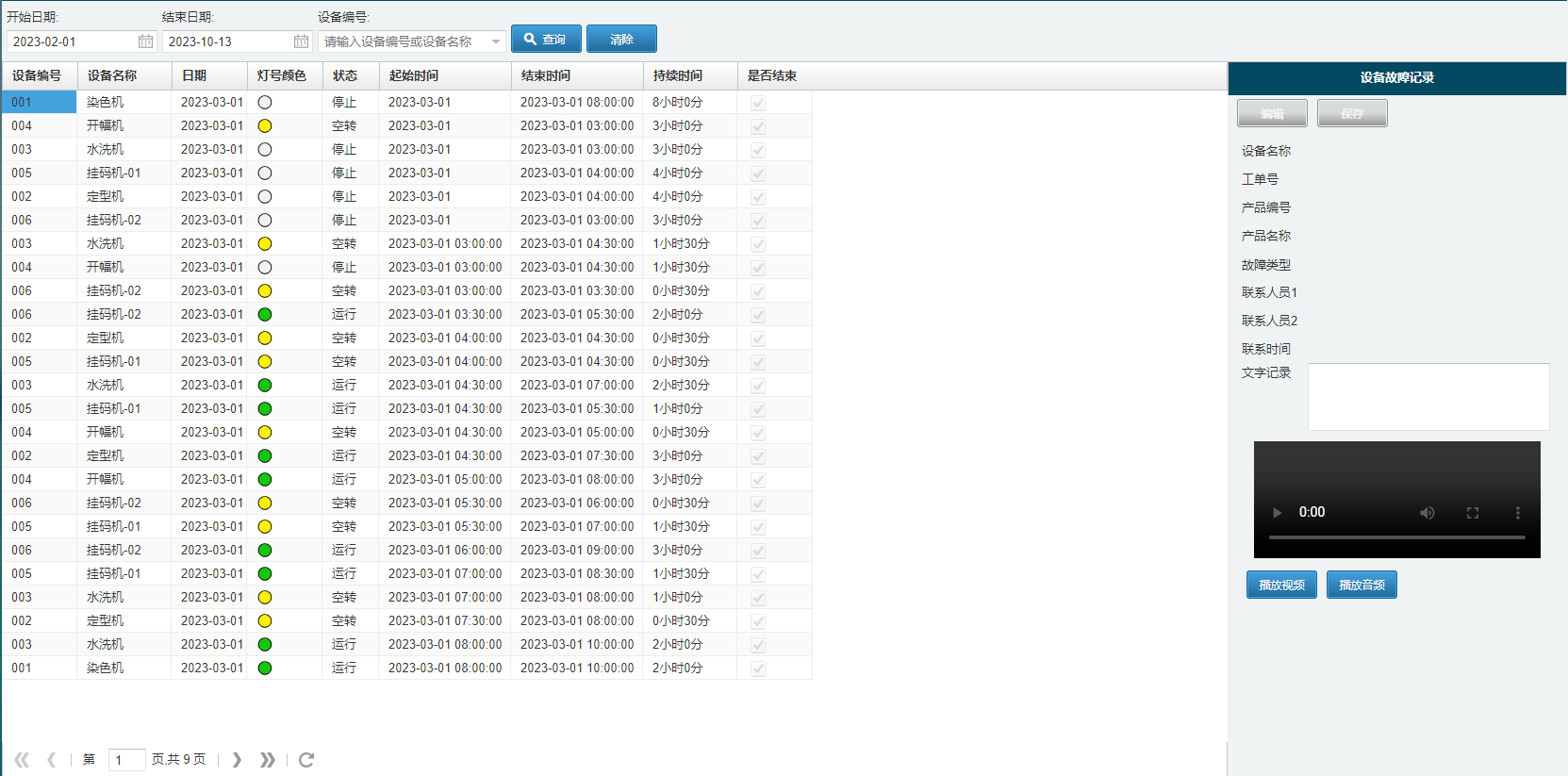
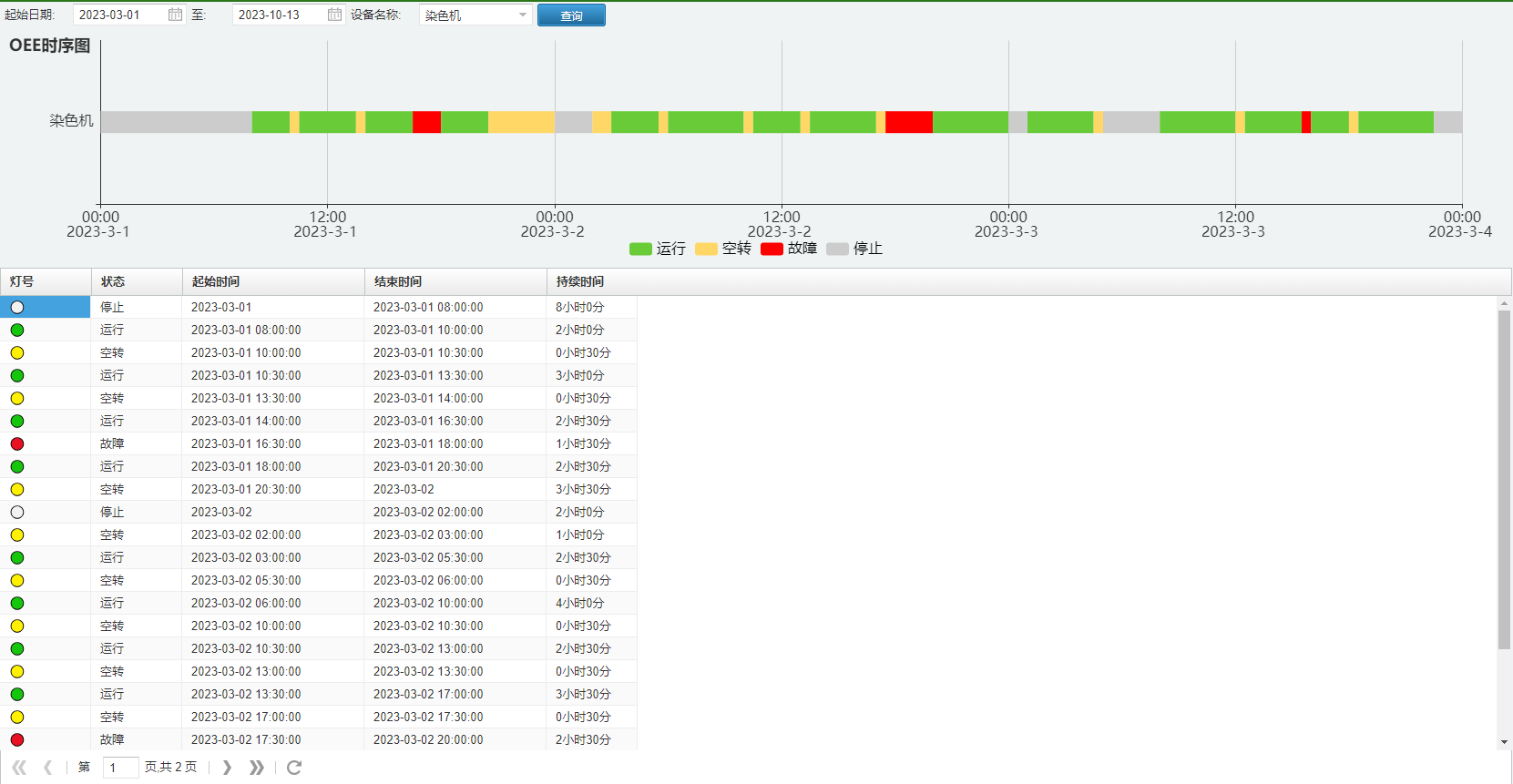
# 4.5. OEE单机时序
OEE单机时序展示了单个设备在不同时间中的灯号变化情况(展示的灯号类型包括运行、空转、故障、停止等),并在图表中进行展示。下方提供列表展示各个灯号持续的时间范围信息。关于OEE时序图的含义、描述以及解读方法可查阅 OEE多机时序 。
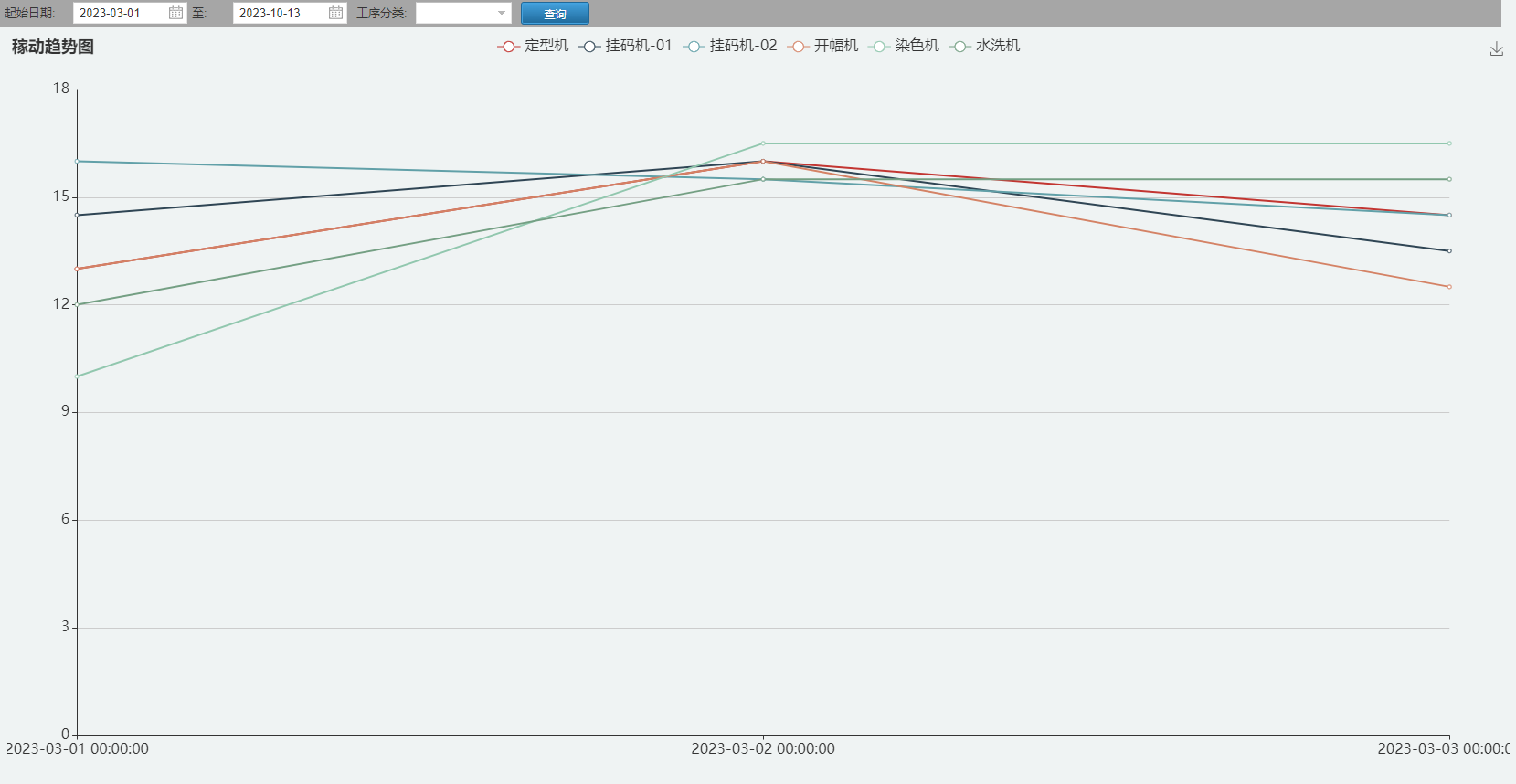
# 4.6. 设备稼动趋势
设备稼动趋势反映的是设备的稼动率随时间变化的情况,反映设备总体的运行效率的变化,是企业生产效率分析的关键因素。
设备的稼动率是指在一定时间内,设备或机器实际运行的时间与其计划工作时间的比例。它是一个用于衡量设备利用率和效率的关键性能指标,通常应用于工业、生产和制造领域,以评估设备的运行状况和性能。
稼动率通常以百分比表示,计算方式如下:
其中:
- 设备实际运行时间是指设备处于运行状态执行其任务的时间。
- 计划工作时间是指设备在一定时间段内本应该可用的总时间,通常是生产排班计划工作时间的总和,不包括计划维护时间或其他非运行时间。
通过监测和改善设备的稼动率,企业可以提高生产效率、降低生产成本,减少不必要的停机时间,并提高设备的可用性和维护效率。高稼动率通常表示设备更多时间处于运行状态,有助于提高生产能力和降低生产中断。这是制造业和生产过程中关键的绩效指标之一。
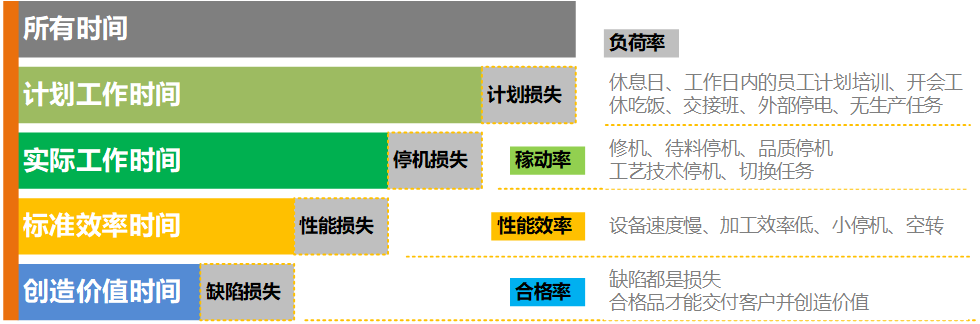
以下图表是对各比率的解读与说明。
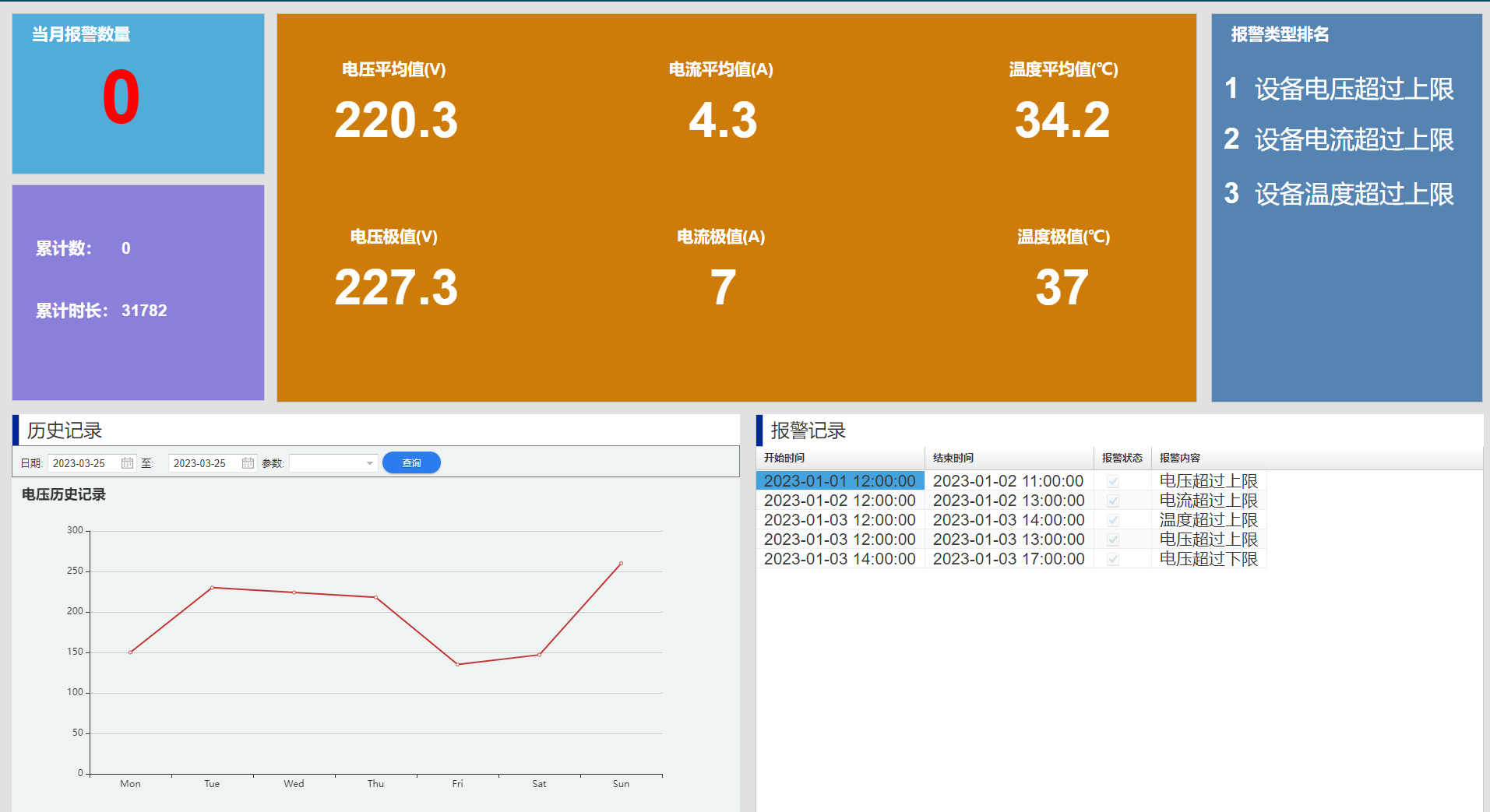
# 4.7. 设备能耗
设备能耗展示设备在生产运行的过程中的电流电压变化情况,能耗使用情况,报警情况等信息,以大屏报表的方式实时显示,帮助用户快速了解当前设备的运行状况,从而及时处置突发状况,避免更大的生产损失,提高生产效率,降低生产成本。