
 成品检验终端配置指南
成品检验终端配置指南
# 成品检验终端配置指南
- 目的: 该指南是为安装配置设备的安装维护人员提供的安装配置建议,其中提供的相关信息仅供参考,安装维护人员可在安装时根据实际情况对其中的部分内容进行更改以达到最佳效果。
# 1. 终端配置说明
码布检验终端通过采集计数器的数字信息获取当前的计数状态,通过读取电子秤获取重量信息,并打印生成标签以及码单信息。
# 2. 设备安装清单
| 序号 | 名称 | 数量 | 备注 |
|---|---|---|---|
| 1 | 触控一体机 | 1 | 建议分辨率为1024*768,且已安装Windows操作系统 |
| 2 | 数字式功能小键盘 | 1 | 数字式功能小键盘需要具有F1-F6功能按键以及数字按键 |
| 3 | 设备机柜 | 1 | 用于嵌入一体机以及小键盘,放置打印机,扫描器以及读卡器等设备 |
| 4 | 热敏式标签打印机 | 1 | |
| 5 | 固定式扫描器(选配) | 1 | |
| 6 | FC304N-R计数器 | 1 | NPN型的计数器,带有485通信接口 |
| 7 | RS485转RS232转接器 | 1 | 用于将RS485的接线方式转接为RS232的串口接口,用于连接一体机进行通信 |
| 8 | 码轮 | 1 | 可使用打卷机原有的码轮 |
| 9 | 工业电子秤 | 1 | 由安装设备的客户提供,需带串口通信的功能。 |
| 10 | 线缆 | 若干 | 包含设备的供电电源线,用于网络通信的网线,以及连接计数器与一体机的两芯屏蔽线等 |
| 11 | 读卡器(选配) | 1 |
# 3. 准备工作
# 3.1. 现场准备
码布检验终端的设备现场需要预留220V的供电线路以及一路有线网络。需要为触控一体机以及打印机设置两个三相插孔,为计数器提供220V接线,有线网络需要连通并配置使其能连接到TARS所在的服务器。
# 3.2. 一体机初始化设置
在使用一体机前需要将一体机进行初始化设置。
# 3.2.1. 检查设备状态
连接一体机电源并打开一体机,检查设备功能是否正常,触摸屏幕是否正常响应,NumLock灯是否在进入桌面时亮起。
# 3.2.2. 检查日期格式
连接一体机电源并打开一体机,待一体机进入桌面后检查桌面的右下角的事件格式是否显示为类似2020-02-03的样式,如果不是这个样式的话则需要对其进行修改。
打开“日期和时间”项(以Windows7为例):
单击右下角的时间
在窗口中选择
更改日期和时间设置...,点击打开
然后,在窗口中选择
更改日历设置,点击打开。
最后,在窗口中
日期格式位置修改日期的格式为yyyy-MM-dd即可。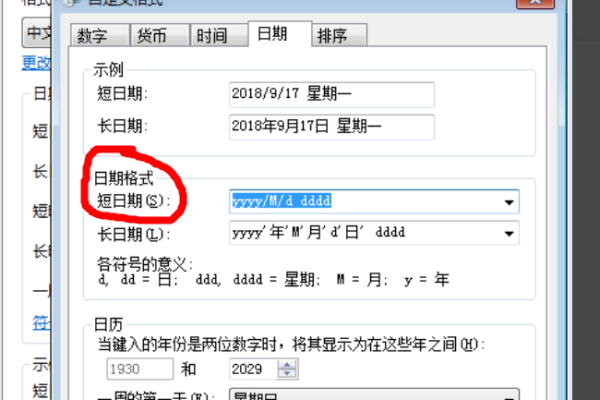
# 3.2.3. 安装打印机驱动
为一体机安装对应的打印机驱动,打印机驱动可在打印机的官网上查找并下载,按照安装向导提示进行安装即可,需要注意的是,安装时需要将其设置为默认打印机。
# 3.2.4. 安装码布终端程序
将码布终端的程序文件夹复制到一体机的内置硬盘中,为其中的FastERP101_LAB.exe创建快捷方式到桌面,并将该快捷方式文件复制到启动文件夹中(一般位于开始菜单-程序-启动文件夹中)。
# 4. 安装连接
# 4.1. 机柜安装
将一体机,扫码器,读卡器与小键盘安装至机柜对应位置并进行固定。其中小键盘需要拧下键盘背部螺丝拆卸后再进行穿孔式固定安装。其余设备可在位置确定后使用定位螺丝拧紧固定。
# 4.2. 计数器与码轮
# 4.2.1. 安装
码轮与计数器连接时,棕色线对应接12V(VCC)的接口,蓝色线对应接0V(GND)的接口。在本参考示例中使用的FC304N-R计数器的接口为6、7号。码轮的黑色线与白色线临时接入8、9号用于检查计数信号是否能正确识别。将6号与10号接口连接到复位按钮,通过按钮连接可实现清零操作。
同时,需要将计数器的电源供电接口与220V连接。在本参考示例中使用的FC304N-R计数器的接口对应为1,2号。接线示意图如图所示。
# 4.2.2. 调试设置
安装完成后通电查看计数器是否能够点亮显示数字。
滚动码轮来查看计数器的米数是否随着码轮滚动而增加,如出现计数米数减少的情况则需要调换码轮与计数器8、9端口的接线顺序。通过运行来调整安装位置使之达到最佳效果。
接下来开始设定计数器的倍率。计数器在出厂时的默认倍率是1,可根据计数器说明书的操作提示来查看当前计数器的倍率,如果倍率不为1则自行调整倍率为1。码轮在连接到计数器的情况下,滚动一周后读取计数器变化的量,变化的值即为码轮滚动一圈产生的脉冲数。
接着,让码轮滚动一米,测量在滚动一米后计数器增加的数值,用一米除以该数值,即可得到码轮的倍率。
将码轮的倍率,倍率小数以及显示的小数输入计数器中,根据计数器的说明书进行操作。计数器到此设置完毕。
# 4.3. RS485转232转换器
# 4.3.1. 安装
将FC304N-R中的RS485的A,B接口(对应为13、12号)通过屏蔽线分别与RS485转232转换器的+,-接口连接,接地线可选择性的进行连接,将RS232的接头与一体机的串口进行连接固定。
# 4.4. 电子秤连接
将电子秤的外接串口接至一体机,确认电子秤的型号并查阅相关说明。
# 4.5. 外围设备的安装连接
将数字式功能小键盘,扫描器,读卡器以及打印机通过USB接口连接到一体机上,将一体机与打印机的电源线进行连接,插头插入220V供电的插孔。将网线水晶头插入一体机的网络接口。
安装完成的效果图如下图所示:

# 5. 程序启动及初始化
安装完码布机终端程序,设定开机启动,并确认码布机串口网络等正确连接后,修改编辑码布机终端程序目录中的Setting.ini文件,在其中修改如下内容并保存:
[Server]
## 修改服务器的IP地址
IP=127.0.0.1
## 修改服务器的端口号
Port=9981
## 修改连接设置的名称
DB=FastERP
2
3
4
5
6
7
启动码布机终端程序。程序启动后界面如下图所示。

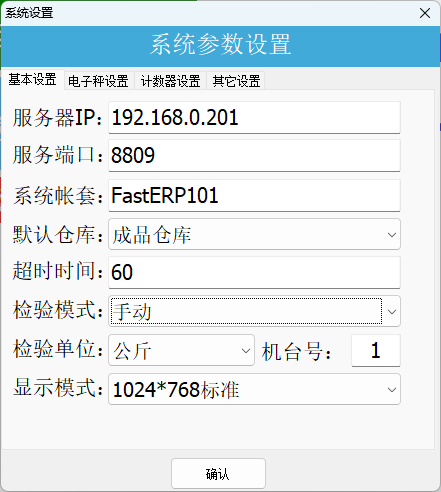
双击下方FastERP处,出现输入管理员密码的界面,在此处输入管理员密码,按[确认]按钮以打开系统参数设置界面。
在基本设置中,选择默认仓库,将检验模式改为自动模式,设定机台编号。
电子秤设置中,设置电子秤通讯端口协议信息,依据电子秤的说明,设定电子秤台型号于读取的指令字符。

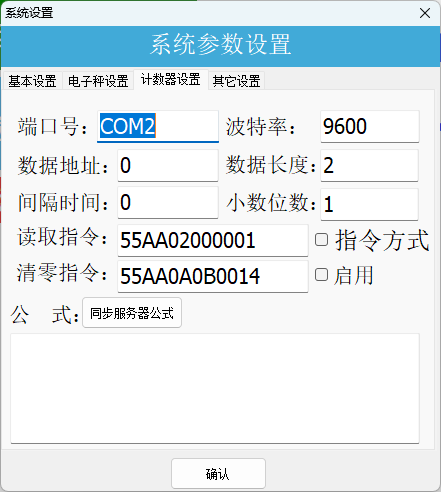
在计数器设置中指定计数器的端口通讯协议,可通过串口通讯的方式设定读取指令,以实现自定义解析功能。
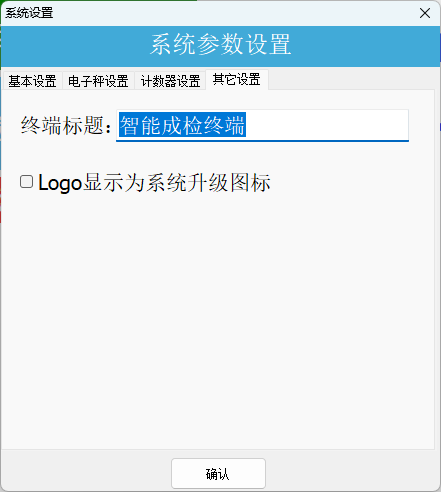
根据需求修改其它设置中的项目。
设置完成后,点击[确认]按钮以完成设置,重新启动成品检验终端。
通常情况下,在此次重启完成后会自动进入到成品检验终端程序的主界面,可点击[成品检验(F1)]进入到检验的主界面中,查看计数器的数值是否能正确读取。
# 6. 车间班组员工设定
成品检验终端的员工资料来源于车间班组。请在其中进行设定。
# 7. 问题处理
# 7.1. 小键盘的NumLock灯不亮
操作时发现数字式小键盘的NumLock灯不亮,这种情况下可进行如下操作:
一体机连接一个完整的USB键盘,按下键盘上的NumLock以点亮NumLock灯。重启一体机以查看NumLock灯能否正常点亮。如果依旧无法点亮可能需要进入BIOS设置界面进行修改。